Posted by RJ Twiford on | Comments Off on Barrier Breakdown: The Science Behind Membrane Filtration
Membrane filtration (also called microfiltration or ultrafiltration) is a separation process that uses a semi-permeable membrane to separate substances in a liquid. It operates based on size exclusion or other molecular characteristics to separate solids from liquids or split different components within a liquid.
This article will explore the science behind this separation process and the types of membranes used in various applications.
The following principles are crucial for designing and optimizing membrane filtration processes:
Size Exclusion
Membranes contain pores of specific sizes, allowing smaller molecules to pass while obstructing larger ones. Size exclusion dictates the passage of molecules through pores based on their size relative to the pore diameter. For instance, membranes with precise pore sizes can effectively remove contaminants in water treatment solutions, resulting in clean and potable water.
Molecular Weight Cut-Off (MWCO)
The concept of MWCO defines the size range of molecules that a membrane can retain. This parameter is critical for determining the separation efficiency and selectivity. For example, ultrafiltration membranes with defined MWCOs are commonly used to concentrate proteins while excluding smaller impurities in protein purification processes.
Surface Charge
Membrane surfaces can possess varying degrees of electrical charge, influencing the interactions between the membrane and charged solutes or particles. This surface charge primarily influences the permeability and selectivity of the membrane, mostly for ions and polar molecules. Membranes with charged surfaces are used in ion exchange and electrodialysis processes for separating and purifying solutions.
Hydrophobicity/Hydrophilicity
The hydrophobicity or hydrophilicity of membrane surfaces determines their interaction with water and solutes. Hydrophobic barriers mostly repel water molecules and favor the passage of non-polar substances. This makes them suitable for applications involving organic solvents or gas separation. In contrast, hydrophilic membranes attract water molecules.
Types of Membranes
Here are the different types of membranes commonly used in various separation processes:
Polymeric Membranes
Polymeric membranes are the most common type, composed of synthetic polymers such as polysulfone, polyethersulfone, polyamide, and polypropylene. They are versatile and can be customized to particular applications through polymer composition, pore size, and surface chemistry variations. They are also suitable for various applications, including water purification and wastewater treatment.
Ceramic Membranes
Ceramic membranes are made from inorganic materials like alumina, zirconia, titania, or silicon carbide. They are known for their robustness, chemical resistance, and high-temperature tolerance, making them suitable for demanding applications. These include gas separation, oil-water separation, microfiltration of industrial fluids, and catalyst recovery.
Metallic Membranes
Metallic membranes are fabricated from stainless steel, nickel, or titanium. They offer excellent mechanical strength, durability, and resistance to harsh chemicals and extreme temperatures. They find applications in specialized fields such as hydrogen purification, gas separation, catalysis, and membrane reactors.
Composite Membranes
Composite membranes merge different materials to leverage their complementary properties. They aim to enhance performance by combining the advantages of each material component. For example, polymer-ceramic composite membranes offer improved mechanical strength and chemical resistance than their pure polymer counterparts.
Elevate Your Fluid Processing With Membrane System Specialists!
At Membrane System Specialists, we are dedicated to revolutionizing fluid processing through our expertise and innovative solutions. We specialize in designing, manufacturing, and implementing cutting-edge membrane systems tailored to our clients’ needs. We also offer comprehensive support services, including installation, maintenance, and troubleshooting.
Posted by RJ Twiford on | Comments Off on Key Considerations in HTST Pasteurization
Click to Expand
Commonly referred to as the “continuous method” or flash pasteurization, high-temperature short-time (HTST) pasteurization reduces the bacterial content in dairy products and other viscous liquids. This destroys dangerous organisms — such as bacteria, viruses, protozoa, molds, and yeasts — that may be present during the production of milk and milk products.
HTST pasteurization provides considerable benefits compared to traditional batch pasteurization. It also paves the way for higher production rates without needing large processing space.
Understanding HTST Pasteurization Systems
The components of an HTST pasteurization system include a plate-and-frame heat exchanger, a stainless steel balancing tank, pumps, holding tubes, valves, pipes, and controls.
The time, temperature, and pressure relationships must always be maintained for the HTST pasteurizer to guarantee that the dairy product is safe. Each milk particle is pasteurized via a method created with hygiene in mind, and cross-contamination of pasteurized products is avoided.
Today, HTST pasteurization is the preferred method for milk production systems due to the following benefits:
Produce large volumes in one go
Achieve immediate pasteurization through a continuous process
Increase energy efficiency
Minimize contamination of milk products
Ensure 100% effective regeneration
Facilitate simplified cleaning and sterilization
Reduce risk from thermophiles
Top Considerations in Securing HTST Systems
Pasteurization ensures product purity or lengthens the shelf life. High temperatures change some of the finished product’s properties during this process due to enzymatic modifications or protein denaturation. Beer, canned goods, milk, milk products,, juices, non-alcoholic beverages, syrups, vinegar, water, wines, nuts, and other items can all be pasteurized.
To ensure that your products are pasteurized to the highest level of safety and quality, here are some of the top considerations in acquiring HTST pasteurization systems.
System Capacity
It is critical to determine the capacity requirement of your pasteurization system. This will allow you to arrive at an assembly design ideal for your plant size, layout, and production demands. It will also provide the most efficient overhead and operational cost for your production.
A seasoned HTST pasteurization system supplier can easily help you find the most cost-effective assembly size to fit your needs.
Type of Timing Pump
The timing pump controls flow rates within the HTST pasteurization system. This portion draws the raw substance from the generator and pushes it forward to undergo the process.
A skilled HTST pasteurization system manufacturer can automate this part to set the maximum delivery rate equal to or less than the calculated maximum flow rate to achieve minimum holding time in every batch production.
Heat Exchange Systems
There are two types of heat exchange systems for HTST systems. First, the Plate Heat Exchanger or PHE transfers heat from the pasteurized product to the raw product. The second type is the Tubular Heat Exchanger (THE), with no contact points in the product channel. The PHE type is more efficient than THE HTSTs.
Flow Diversion Device (FDD)
The flow diversion device’s function is to precisely and safely control the flow of raw and pasteurized products. It controls the pump and other valves and lets the product flow forward when the minimum temperature is met.
After-Sales Dependability
To ensure the quality of products produced by HTST pasteurization systems, working with a machine provider with excellent aftersales service is important. Purchasing a system for your production requires regular maintenance. Thus, it would be best to acquire your equipment from companies you can rely on for quality servicing.
Dependable and Quality HTST Systems From Membrane System Specialists Inc.
MSS is a leading supplier of custom-designed, skid-built processing systems, HTST systems, CIP systems, pipework, and process integration. We are dedicated to providing turnkey projects and equipment to our current and future customers in the food and dairy industry!
Contact us to discuss your HTST pasteurization requirements today.
Posted by RJ Twiford on | Comments Off on What Are the Advantages of Membrane Filtration?
Click to Expand
At Membrane System Specialists Inc., we specialize in high-performance membrane filtration systems designed for process-driven applications in industries such as food, dairy, and beverage production. Our advanced filtration solutions help businesses optimize production, enhance product quality, and reduce operational costs, all while meeting the most stringent sanitary requirements.
Membrane filtration is one of the most effective methods of particulate matter removal from liquids and provides precise and accurate results in food processing, dairy industry and water treatment. By using a membrane filtration system it is possible for businesses to achieve or even surpass the required purity levels, increase production rates and reduce expenses, all while maintaining the quality of the final product.
Why Membrane Filtration is Essential for Process Filtration
Membrane filtration is a highly efficient, scalable, and cost-effective solution for process clarification and refinement in liquid-based industries. It ensures consistent product quality by delivering clear, uniform, and high-purity liquids in consumable markets while operating with greater energy efficiency than traditional filtration methods.
Additionally, it supports sustainability efforts by refining process water for reuse, reducing overall waste, and enhancing resource efficiency.
Industries & Applications for Membrane Filtration
Membrane filtration plays a critical role in process-driven industries that require sanitary, high-purity liquid separation while maintaining the integrity of the final product:
Food & Beverage
Beer Filtration: Beer membrane filtration systems help remove haze and unwanted particulates, ensuring a clearer, more consistent final product without affecting flavor or aroma.
Wine Clarification: Removes yeast and suspended solids while preserving taste and fermentation balance.
Juice Processing: Improves clarity and stability, enhancing consumer appeal.
Dairy Processing
Milk Filtration: Refines milk by removing bacteria and suspended solids, extending shelf life.
Whey & Cheese Processing: Separates proteins, fats, and other dairy components to improve quality and processing efficiency.
Sugar Processing
Juice Clarification: Removes impurities from unprocessed sugar juice, eliminating the need for primary clarifiers and supplementing traditional filtration methods.
Sweeteners & Starches
Fructose & Dextrose Clarification: Enhances sweetener purity for use in food and beverage products.
Dextrose Enrichment: Improves processing efficiency and product performance.
Wastewater & Water Polishing
Process Water Polishing for Reuse: Refines and reclaims water from coffee, milk, and dairy production, making it potable and suitable for reuse.
Industrial Wastewater Treatment: Removes microorganisms and particulates for better water management.
Why Choose Membrane Filtration?
The decision to implement a membrane filtration system brings forth several benefits:
Operational Cost Savings: Reduced energy consumption and no chemical additives reduces the operational costs.
Environmental Sustainability: Eliminating the use of chemicals and minimizing waste, membrane filtration is compatible with green initiatives and environmental standards.
Scalability: Membrane filtration system can be adjusted for particular capacity either for small scale operations or large industrial applications and therefore presents a scalable solution depending on business needs.
Take the Next Step Toward Smarter, More Efficient Filtration
Get higher efficiency, better quality products and lower operating costs with a state-of-the-art membrane filtration system from Membrane System Specialists Inc. Our solutions also assist industries in water treatment, food processing and other consumables to meet the highest standards of purity while contributing to sustainability.
Step up to a smarter, cleaner filtration system, contact us today and let us help you find the right solution for your needs.
Posted by RJ Twiford on | Comments Off on Advantages of Membrane Filtration
Membrane filtration facilitates a physical separation process by separating molecules of varying sizes and properties. The different pressure levels on either side of the membrane act as the catalyst for the separation process. Membrane technology reduces overall production costs while improving product quality.
The process involves passing one feed stream in a membrane system, which splits it into two streams: permeate and retentate. The membrane that divides them is a highly specialized physical barrier that only allows specific designated elements inside the feed stream to pass through.
Advantages of Membrane Filtration
When used in industry sectors where reliability, consistency, and running costs are critical factors, membrane filtration offers several major advantages, including:
High Flexibility
Membrane filtering is compatible with a variety of feed materials with varying viscosities, including high-viscosity goods that would be difficult to process otherwise. A diverse choice of membrane filtration solutions ensures the best solution for each application is available. This also makes it more energy efficient.
Lower Overall Production Expenses
Due to low installation and energy costs, membrane filtration systems are usually more cost-effective than many other alternatives. Membrane filtration requires fewer processing stages, which reduces labor demands and allows for better purity and higher overall yields.
Because the process does not produce filter cakes, there are no expenditures associated with its removal and disposal.
There Are No Chemical Requirements
Current societal trends have created a focus on reducing or eliminating chemicals from water treatment processes. Membrane filtering can minimize chemical additives, such as chlorination, by physically removing chemicals and other pathogens.
Removes Pathogens
Membrane filtration technology can remove over 90% of pathogens present in a water sample.
Saves Time
When comparing membrane filtering with its alternatives, such as the MPN approach, membrane filtration takes less time, requiring only 24 hours for a result.
Enhanced Energy Efficiency
Compared to other filtration methods, membrane filtration utilizes ultrafiltration before reverse osmosis and nanofiltration, resulting in 20% more energy efficiency.
Preserving Proteins
Membrane filtration technology is a unique non-thermal, environmentally friendly, greener technology with a wide range of future applications that reduces the negative effects of temperature rise, such as phase shifts, protein denaturation, and changes in product sensory qualities.
Suited For Testing
By shifting the disk to another medium, it is possible to isolate and count bacterial colonies.
Exceptional Product Quality
With the ability to remove up to 100% germs and pathogens, this environmentally friendly technology produces accurate and relevant results. It performs separation on the grounds of molecular size, eliminating the need for additives. This produces a high-quality end product and allows for easy compliance with various strict requirements authorized by both consumers and government agencies.
Membrane Filtration Solutions
Low energy usage, flexibility, and environmental friendliness are the key advantages of membrane filtration over alternative separation techniques. Membrane System Specialists offer membrane filtration systems and materials to satisfy your fluid separation requirements while adhering to strict sanitary guidelines.
Our outstanding combination of experts, honesty, experience, technology, and innovative equipment allows us to serve all of our food and dairy customers, both in the present and the future. We are very detailed in every phase of the design process to create the optimal end design based on your individual needs. For many years, we’ve designed and built specialized membrane filtration systems for customers in the dairy and food industries. Contact us today to learn more about our system’s abilities or request a quote to speak with a member of our staff about your system specifications.
Posted by RJ Twiford on | Comments Off on How to Calculate Transmembrane Pressure
Many food and beverage products, such as low-fat/no-fat dairy products and whey proteins, are produced by the membrane filtration process. This process feeds a liquid through a membrane system, which divides the feed into two separate streams. The feed that passes through the synthetic membrane in the filtration system is known as the permeate, whereas the retentate is the material that cannot pass through.
Food processors use different types of filtration membranes, with the most appropriate type depending on the density of the liquid being separated. Food production usually employs a process called crossflow filtration, in which the feed is continuously recirculated tangentially to the membrane. Crossflow filtration includes filtration techniques that provide greater separation control over feed molecule density and size, such as:
At Membrane Systems Specialists, we build these systems to assist food processors with developing everyday consumables, such as cheeses, milk, juices and ciders, beer, and wine.
Pressure is a vital component of the membrane filtration process. Here, we’ll review the concept of transmembrane pressure (TMP), the role it plays in the filtration process, and how to calculate it.
What is Transmembrane Pressure?
Transmembrane pressure is the amount of force necessary to push water through a membrane. Each membrane has an ideal TMP based on its material composition. Given that crossflow filtration involves the recirculation of the feed, however, this process is subject to both concentration polarization and membrane fouling.
Concentration polarization occurs when the feed component concentration increases near or on the membrane’s surface due to TMP but disappears when pressure is removed. Correcting concentration polarization may require adjusting the TMP.
Membrane fouling happens when feed components build up on the membrane’s surface and remain after pressure is released. Correcting membrane fouling requires cleaning or replacing the filter.
Both of these phenomena affect the membrane’s filtration effectiveness. By design, membrane filtration systems ensure that a membrane’s TMP remains at or within the normal operating range. When operating within the optimal TMP range, the membrane remains clean and retains its filtering capabilities. A high TMP may indicate a dirty filter.
Ensuring membrane filtration effectiveness is critical in the food and beverage industry. These filters contain synthetic microscopic pores, measured in Angstroms—an Angstrom equals one hundred-millionth of a centimeter—designed to separate tiny particles. In practice, these filtration mechanisms are volumetrically controlled, as even a small change in TMP can cause concentration polarization, membrane fouling, or contamination.
How to Calculate Transmembrane Pressure
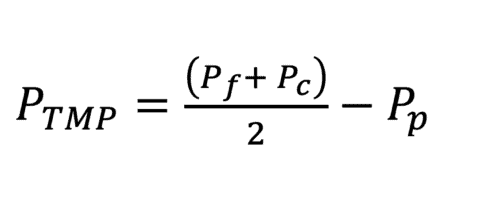
TMP is calculated by determining the difference from the average feed pressure and the permeate pressure. Here is the equation for calculating transmembrane pressure:
In this equation, PTMP represents the transmembrane pressure, Pf represents the feed stream’s inlet pressure, Pc represents the concentrate stream pressure, and Pp represents the permeate stream pressure. All measurements are in kilopascals (kPa).
TMP may be measured manually by placing a pressure transducer into the feed to obtain the pre-filter pressure, then placing the transducer in the retentate outside the membrane and taking note of the retentate pressure. After averaging the two, the transducer can also be used to measure the filtered fluid inside the membrane.
Filtration systems let food processors monitor transmembrane pressure in real-time, allowing them to optimize pressure and adjust other variables. Real-time monitoring enables processors to rapidly identify polarization, fouling, and contamination problems so they can quickly resolve issues and avoid unexpected downtime. Failing to monitor TMP can result in production loss, damaged equipment, and lost revenue.
Custom Filtration From Membrane Systems Specialists
At Membrane Systems Specialists, our exceptional custom filtration systems can help you achieve the high-volume, high-quality output your business needs. We can design, setup, and install skid-built systems for microfiltration, ultrafiltration, nanofiltration, reverse osmosis, and pasteurization. We also can also integrate Clean-In-Place (CIP) systems with your existing systems. Our systems enable you to remotely control and optimize your filtration processes, ensure your system is functioning properly through pilot testing. We’re happy to provide extensive training and support for the equipment we install.
To see how our advanced filtration solutions can benefit your operation, please contact us or request a quote today.
Posted by RJ Twiford on | Comments Off on Types of Membrane Filtration Materials
In the food and beverage industry, membrane filtration is a commonly used process to increase the value of various plant-based and dairy products and facilitate the reuse of water. Many products are produced through the process of membrane filtration, including whey protein concentrate and yogurts. It’s also used to concentrate plant-based proteins and extract water from fruit and milk products for reuse.
There are several types of materials that are used depending on the membrane filtration method. Here we’ll review these materials and their role in the membrane filtration process.
Membrane Filtration Materials
Some of the synthetic materials used in membrane filtration include:
Polyethersulphone (PES)
Click to Expand
PES is an inherently hydrophilic membrane that wets out quickly and completely resulting in fast filtration with superior flow rates and high throughputs. PES membrane is also extremely low protein binding minimizing the likelihood of target analyte binding.
Cellulose Acetate
A cellulose acetate filtration membrane features a particularly low capacity for protein binding. This durable material is used in membrane filters for its strength, heat resistance of up to 180°C, and ability to undergo sterilization via all membrane filtration methods. Its high-strength structure also prevents any loss of integrity when used.
Teflon (Polytetrafluoroethylene)
Teflon filters form a 3D shape similar to a spider web that consists of billions of microscopic pores. Because of this porous structure, Teflon is ideal for applications requiring non-stick and water-resistant filters for removing particulate from membrane surfaces. This material can collect some of the smallest particles, and it allows for optimal airflow and water entry for reliable filtration.
Polyamide (Nylon)
Nylon is highly resistant to solvents and hydrophilic, which makes it viable for filtering water along with organic solvents. The material’s larger pores make it useful for isolating single-celled or certain multicellular organisms such as bacteria and roundworms.
Cellulose Nitrate (Collodion)
Cellulose nitrate is often used for quality control in the form of sterile membrane filters. These filters are available in various pore sizes and material blends, with the ability to effectively control microbial growth. Some filters combine cellulose nitrate with cellulose acetate, the latter of which can provide additional thermal stability and higher flow rates. Depending on the color of the filter, it can also provide sufficient contrast to make it easy to identify and qualify microbial colonies.
Polycarbonate
Polycarbonate membrane filters are often used for electron or optical microscopy due to their smooth and transparent surface and defined porous structure. In polycarbonate filters, pores are produced through track-etching, allowing for more accurate separation of particles by size and trapping of microorganisms or particles for easy visualization. Polycarbonate filters are suitable for many applications, including microscopy, air monitoring, chemotaxis, cell migration, and particle or cell size fractionation.
Partner with Membrane System Specialists, Inc.
Membrane System Specialists, Inc. provides membrane filtration systems and materials to meet your fluid separation needs while complying with strict sanitation standards. Our membrane filtration systems are capable of removing particles from less than 0.001 microns up to 10 microns. We construct our equipment using durable materials that are easy to clean and require minimal maintenance.
At Membrane Specialists, Inc., we cover every step of the design process to develop the ideal final product based on your specific requirements. We also provide installation, training, commissioning, and support to ensure you get the most from your equipment.
For more information, or to get started on your membrane filtration solution, contact us or request a quote today.